公司地址:Walzenweg 60 57072 Siegen-Trupbach GERMANY
电话 : + 49 271 3758-0
传真:+ 49 271 3758-290
电子邮件:office@breitenbach.de
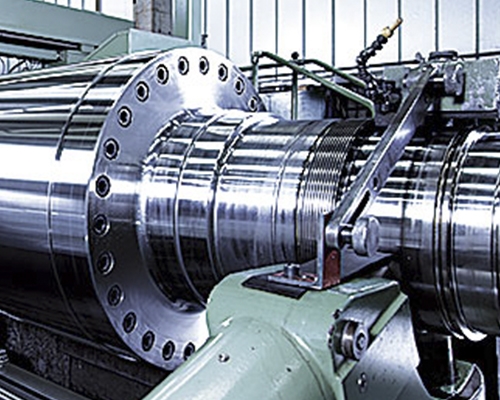
压光辊是造纸过程中一种关键的纸张表面精加工机器设备。那么大伙儿针对压光辊有清晰的了解吗?压光辊良好工作的标准有什么?让我们一起来了解一下:

纸张是一种宽而薄的原材料。要想在全部总宽的纸张上均布均布工作压力,在工作地区内每对辊子表面的点接触务必在母线上匀称齿合,造成匀称的线工作压力。针对由两个之上的辊筒竖直排序拼装而成的压光机,具备正中间辊,仅有当辊面与母线在工作标准下维持平行线触碰时,才可以达到理想化的规定。
1.工作线压导致的压光辊纵中心线拉伸应变
在压光机器设备上,当加压组织 对压光辊两边轴承加压时,底辊和顶辊因受单边工作线压功效,其纵中心线会造成很大的弯折挠度值,一般构造辊的挠度值与辊开间4三次方和均布荷载1次方的相乘正相关,中间的较大 挠度值可做到百余微米至千余微米,为一般纸张厚度的数十倍。它是导致辊间线压遍布不均匀和纸张横向压光整饰指标值大幅变化的关键缘故。
2.辊面加工形位误差
压光辊属大型加工构件,辊面精抛后,其母线弯曲度误差可做到10~40μm,轴向颤动量可做到10~20μm,与被压光纸张的厚度对比,占据很大的市场份额。
3.辊面温度变形误差
压光辊在工作时,因发烫、排热不均匀,辊面的温度在横向上面造成一定的变化,当辊面横向温度差为10℃时,辊面半经的温度变形误差就可做到17.0~45.0μm,对纸张压光整饰的效果也有很大的影响。
4.触碰表面部分挤压变形误差和不匀称损坏
因为辊面的强度不均匀,可导致压光辊触碰表面部分挤压变形误差,使辊间气体压强发生变化,历经一段时间的工作后,也可造成辊面部分不匀称损坏,影响纸张横向压光整饰的匀称性。
5.纸张厚度误差。
进压光机前纸张厚度误差一般可做到其均值厚度的5%~10%,对压光机辊间线工作压力的分布均匀也有一定的影响。
为确保造纸压光机器设备的良好工作,务必在压光机内设定可在工作中,在所有宽幅可以大范围精密调节辊间线压的设备(调节精度做到1~10μm),用于相抵各类误差的功效。